Minimum Diameter Estes Mega Der Red Max (MDMDRM)
By Mark H
2013-01-08

A high power build of the Estes Mega Der Red Max. This build is intended to fly on Aerotech 98/2560 K motors.
Mega delivered
2013-01-13
The Mega Red Max arrived from eHobbies.


Fin Layup Composition
2013-01-13
The layup will be applied directly to the 1/8 " thick plywood fin cores with voids filled in. I cut triangles from the supplied balsa sheets to fill the voids. Here is shot of the fins before adding 2 layers of 6 oz. carbon fiber weave, and 1 layer of 6 oz. fiberglass.


Laminating Fins
2013-01-20
I decided to go with 3 layers of CF on each side, with the weave of one layer at 45 degrees relative to the other two. These fins are plenty big with an 8 inch span, relative to the 4 inch diameter body, and I want to ensure they are stiff enough to resist twisting at high speeds (up to mach 1). The fin can will also be getting a layer of CF tip to tip. I am using Aerpoxy PR2302 resin with 1 hour PH3660 hardener. Here are some pictures of the process.


-untitled-
2013-01-20
I sandwhiched the fin between two floor tiles purchased at Home Depot. I used peel ply from Aircraft Spruce as the release film (The CF, FG and Aeropoxy were also purchased from Aircraft Spruce). I also applied magazine pages atop the peel ply as absrobing material, and topped off everything with wax paper as a final barrier to keep epoxy from sticking to the tile. I added about 130 lbs of weight on top to press the fins. Vacuum bagging would do a better job of pulling out excess resin, but the no vacuum bagging results should be plenty adequate here.



-untitled-
2013-01-20
Below are two fins finished thus far. The fin on the left has been trimmed roughly to size. The Aeropoxy was still a little soft at room temperature (about 67 deg F) after 24 hours, and needed to be placed under a lamp to fully harden. The Aeropoxy datasheet specifies room temperature curing at 77 deg F or above.


Fins Sanded To Size
2013-02-04
I had a chance to do some sanding this weekened and sanded the fins to match. Before sanding I used a dremel with a cutoff wheel to get the fins close to size. I then used 80 grit paper and hand sanded with a sanding block. Fins are very stiff and relatively light weight at 5 oz each.




Adding Carbon Fiber Sleeve to Body Tube
2013-02-04
Here is a picture of a carbon fiber sleeve I will be adding to the body tube. The sleeve is a 6 inch nominal diameter light weight sleeve ( 7 oz.) from Soller Composites. It is recommended for tubes in the 2.4 to 8 inch range. I purchased 3 feet worth of sleeve.


Sleeve Epoxy Job
2013-02-06
I decided to use a BT-101 tube so that after adding the sleeve the OD of the tube would not be be greater than the nose cone diameter. I had planned to use the orginal Estes tube and peel off a few layers, but the Pro series tube was difficult to peel. Here are pics of the tubes. I ordered the white BT 101 tube from Semroc
I used couplers wrapped with wax paper to add stability to the tube when laminating the sleeve. Here's a pic before adding the sleeve.

Sleeve added:

I had to keep the ends pulled tight to keep the sleeve snug on the tube. I borrowed this method from the TRF forum to hang the tube to cure. Teflon release film has been applied:

After curing. Still need to trim the ends:

I was expecting to have to add more than one layer to get the desired stiffness, so this CF sleeve was an experiment. After cleaning up the tube, it feels solid but the ends are still a little flexible. Picture to come. I am going to add two wraps of CF to increase the tube stiffness. It surely would have been cheaper to buy a Performance Rocketry glass body tube and cut it to size, but not nearly as much fun.

Mock up
2013-02-08
Mock up:


Measuring for more carbon
2013-02-10
I sanded the tube down with 60 grit to knock off the veil layer of FG I had applied over the carbon sleeve. Here I am measuring for 2 wraps of CF plain weave:


Carbon Fiber Layup Part 2
2013-02-15
Here are some pictures of the wrap process. My 8 year old daughter took the pics while I was spreading out the epoxy, so they may be a little out of focus.
I started by liberally coating the body tube with Aeropoxy. I used a Bondo applicator to spread the epoxy around. I did this in the living room, because the garage was too cold for epoxy work and I didn't have enough room in the basement to move around freely while slinging epoxy. I made sure to have plenty of coverage on the floor with newspaper over cardboard.

I also wetted out the CF weave thoroughly before placing it on the tube. Here it is as I try to get the leading edge aligned properly on the tube.

... and after two times around the tube. The key was to keep the CF pulled tight and square, progressing a little at a time, using the Bondo applicator to squeegee out air bubbles and apply the epoxy. The second time around more bubbles and wrinkles semed to pop up, and it was a little difficult to keep the CF pulled tight enough to keep the initial edge down without having a hump.

Adding a veil layer of 2 oz satin weave fiberglass:

Finally, the teflon coated release is applied. I squeegeed on more epoxy when applying the release as well. After finishing, I rotated the tube every 30 minutes or so for a few hours until it started to gel, to keep the epoxy from running to one side.

Total epoxy usage for this wrap was about 100 grams. I mixed as I went along, mixing one 25 gram batch at a time, 4 total.

More Tube Pics
2013-02-17
The CF wrap turned out pretty well. Other than a slight hump from the overlap where the CF leading edge was put down, it looks pretty smooth and round. Nothing a little sanding won't take care of. I trimmed the overhang off the ends, but still need to do some sanding to get them flush.


Sanding the tube again
2013-02-28
So the tube was in pretty good shape, but I realized why I have a raised spot about an inch wide. The CF wrap I added went around twice plus about an additional inch. This additional inch was essentially the start of wrap number 3 and is the cause of the high spot. If I had measured perfectly and didn't have this extra overlap, I wouldn't have had this problem. The other 90% or so around the tube, not including this hump, feels pefectly round. So I went about to sand it away. Here is the section that I taped off highlighting the extra material, after I began to sand.

I then proceeded to sand off the 2 ounce layer of fiberglass from the entire tube. I purposefully put this layer down to be sanded off so that the carbon fiber layer underneath would be thoroughly filled with epoxy. Here you can see the white edge is the fiberglass layer that is being sanded away.

Here is the tube after the entire fiberglass layer has been removed.

After sanding into the CF layer the dust goes from white to dark gray. Here is a shot of the high area which needed more sanding to smooth it out.

And a closer look at the carbon:


It took me about 2 hours to do all the sanding on the tube, going in 30 minute increments. It was only about 40 degrees so my hands started to get cold and cramp. The sun came out though and the CF tube soaked up the heat a little. I considered using an orbital sander but didn't want to overpower the CF layers and take off too much. I had pretty good control going by hand and the 60 grit paper takes the glass and CF off pretty easily.
The tube ended up weighing 10. 9 ounces. Not bad for a 4 x 21 inch tube. The Estes kit tube weighs about 4 ounces.
Here we have the final result:

Of course the tubes don't really look quite this good yet. I wiped them down with a wet rag to show off the carbon. A few thin layers of epoxy with some fine sanding in between should produce this look.


The fins are almost ready to go on now...

Fins
2013-03-04
Squared up the ends of the body tube. Used 100 grit sandpaper taped to a marble floor tile.


Tacked on one fin with a couple dabs of 5 minute epoxy. The Peformance Rocketry fin guides are for another minimum diameter 4 inch rocket. Even though the Red Max fins are too big for the guide on the aft end, the guides still work as an eyeball guide.


Fins glued to tube
2013-03-10
Here is a shot with the final fin tacked on:
3FNC:

Time to add the fillets
2013-03-10
I used the Proline 4500 epoxy for the fillets. I pretty much followed Jim Hendrickson's (rocketryforum.com) method for making fillets with the Proline. I measured 3 grams of hardener and 16.5 grams of resin. Doing the math, you can see I went over a couple tenths on the resin. Shouldn't be a big deal. The sensitivity of my Chinese 0.1 gram scale is a little twitchy. I cut the end off a C11 to use as my fillet pulling tool. The C11-3 is still good as I didn't disturb the clay ejection cap.

Here the fillets have been taped off and the fillets pulled using the 24 mm C11 casing end.

The first set turned out well.


Vacuum Bagging Test
2013-04-01




The pump vents off a moderate amount oil when drawing nearly a full vacuum, so I opened the relief valve I had put on the T-fitting slightly till the gage was reading -20 inches. Note, running one of these rotary vane pumps for any lengthy amount of time should be done in a garage with ventilation, or outside because of the oil vapor vented. The haze in my garage began to build after 10 minutes or so, so I had to open the door. The pump seemed to labor a little less when bleeding off the extra vacuum. Running it at -20 as opposed to -29 didn't noticeably affect the pressure on the bag. I ran it for a couple hours and had no problems. The trash bag pulled down super tight. I should be doing the carbon fiber lamination in a few days.
Getting Ready to Add Tip-Tip Layers
2013-04-14
I sanded the fillets to provide a good bonding surface:

I wiped down the fin can with denatured alcohol to remove any residues. Here is the fin can and the CF layers prior to adding epoxy.

And some epoxy on the fin can. I dripped some on with a popsicle stick then spread it around with the Bondo spreader.

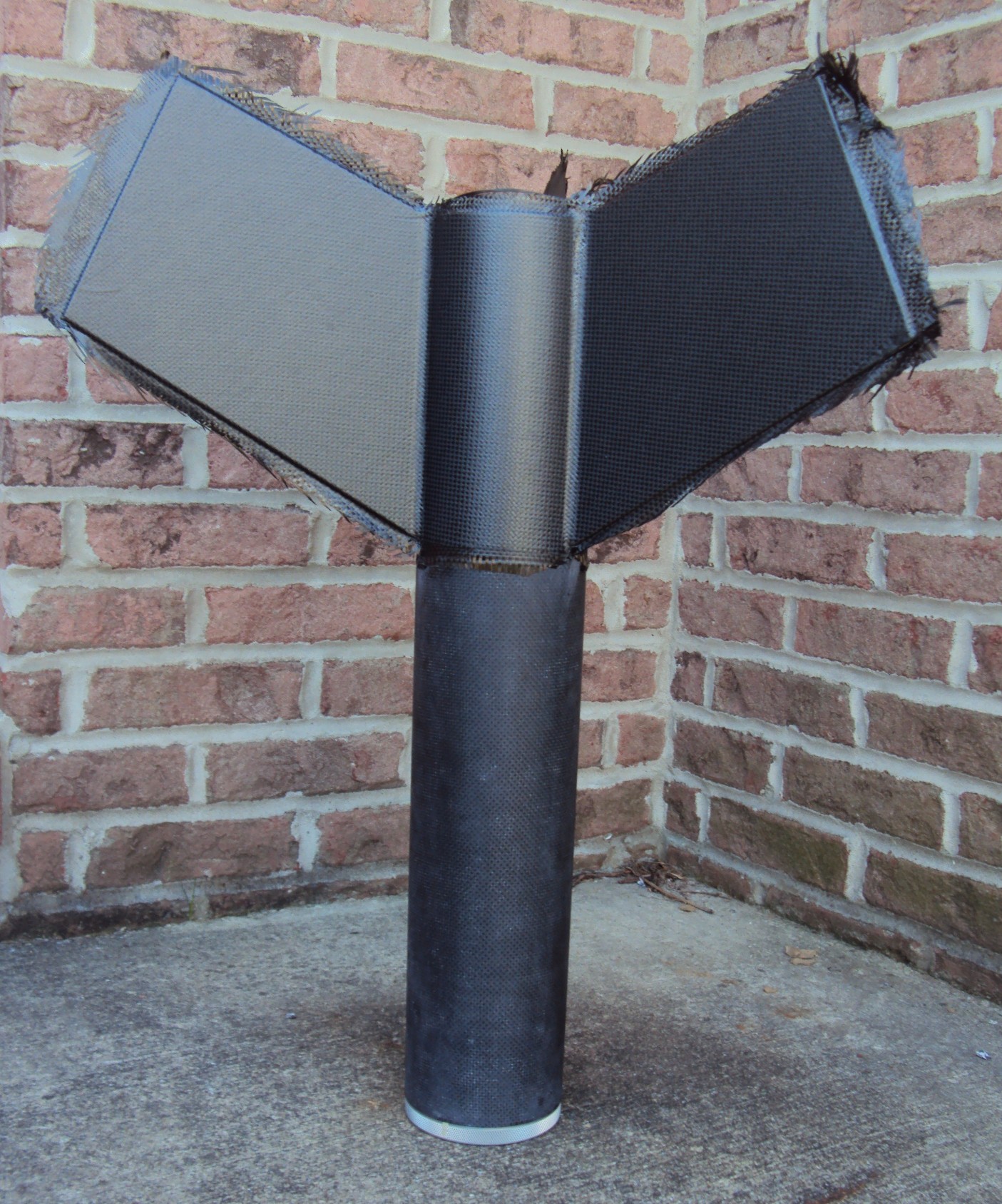
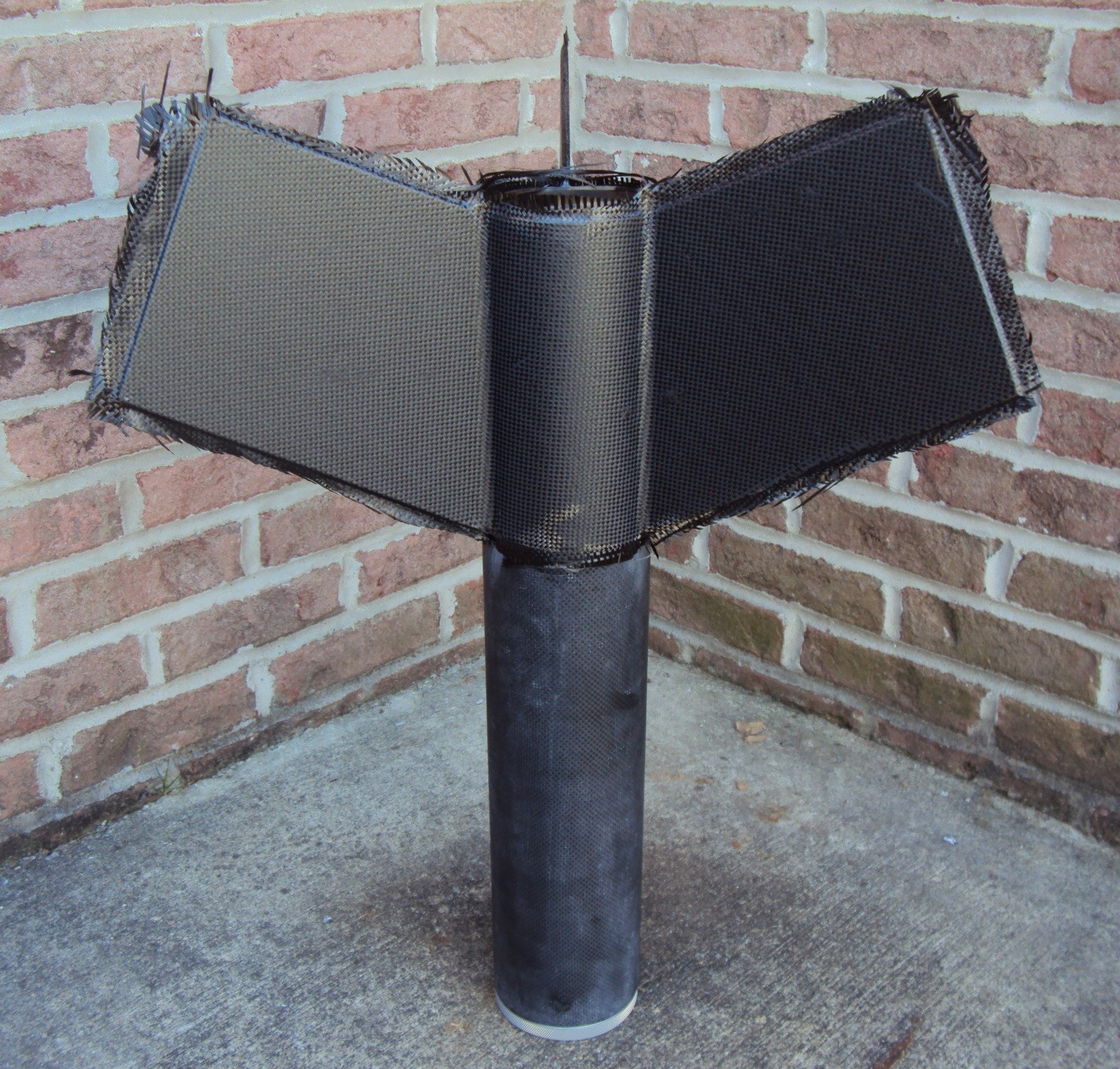
The CF Layers. Here is the first of three sides. I put down 2 layers of 5.8 oz. CF plain weave on each side. One layer at 90/0 the other other at 45:


Going In The Bag
2013-04-14
The most difficult part of the whole tip-tip process was adding the peel ply and absorbing layer. The peel ply was not so hard, but getting the two to play together was best done with the fan can standing on end, by taping the cotton material sides together after draping them over the aft end of the fins. Another set of hands would have been helpful.


Vacuum applied:



-untitled-
2013-04-14
The vacuum pump didn't vent off nearly as much oil vapor this time. Hardly any in fact. Experimenting this time, I found that it runs best if it is left to pull nearly a full vacuum. I'm not sure why I thought the opposite during the dry run, but when venting off vacuum, the pump runs harder to keep up, causing it to blow off some oil. I only had to add a small dab of oil over the course of the 12 hours I let it run. The fan kept the pump running noticeably cooler. Without the fan, the pump was almost too hot to touch. Nothing like some forced convection. The pump was pulling 28.5 inches of mercury the entire run.


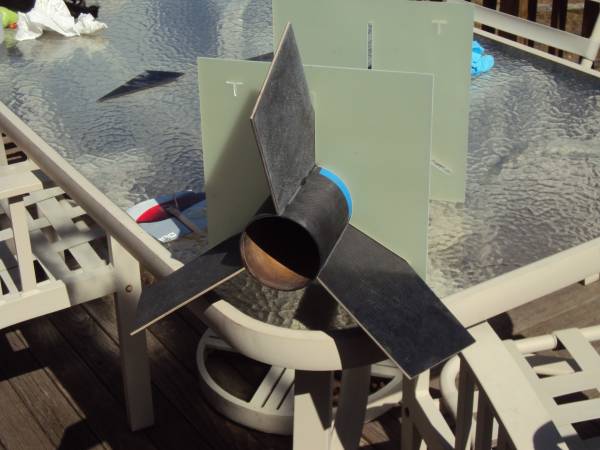
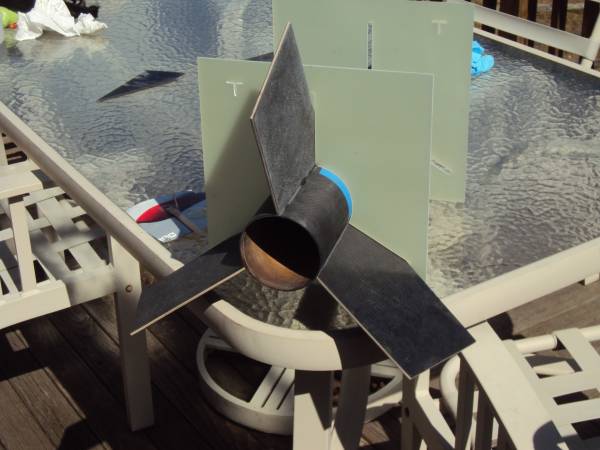
Carbon Fiber Fin Can
2013-04-14
It turned out well. A little trimming, sanding, and blending on the body tube are next, then painting. In the meantime I may start working on the e-bay which will be mounted in the nose.
-
AV-Bay Design
2013-08-25
Ok, so after a 4 month hiatus, I've got the AV-bay mostly figured out. Here goes.
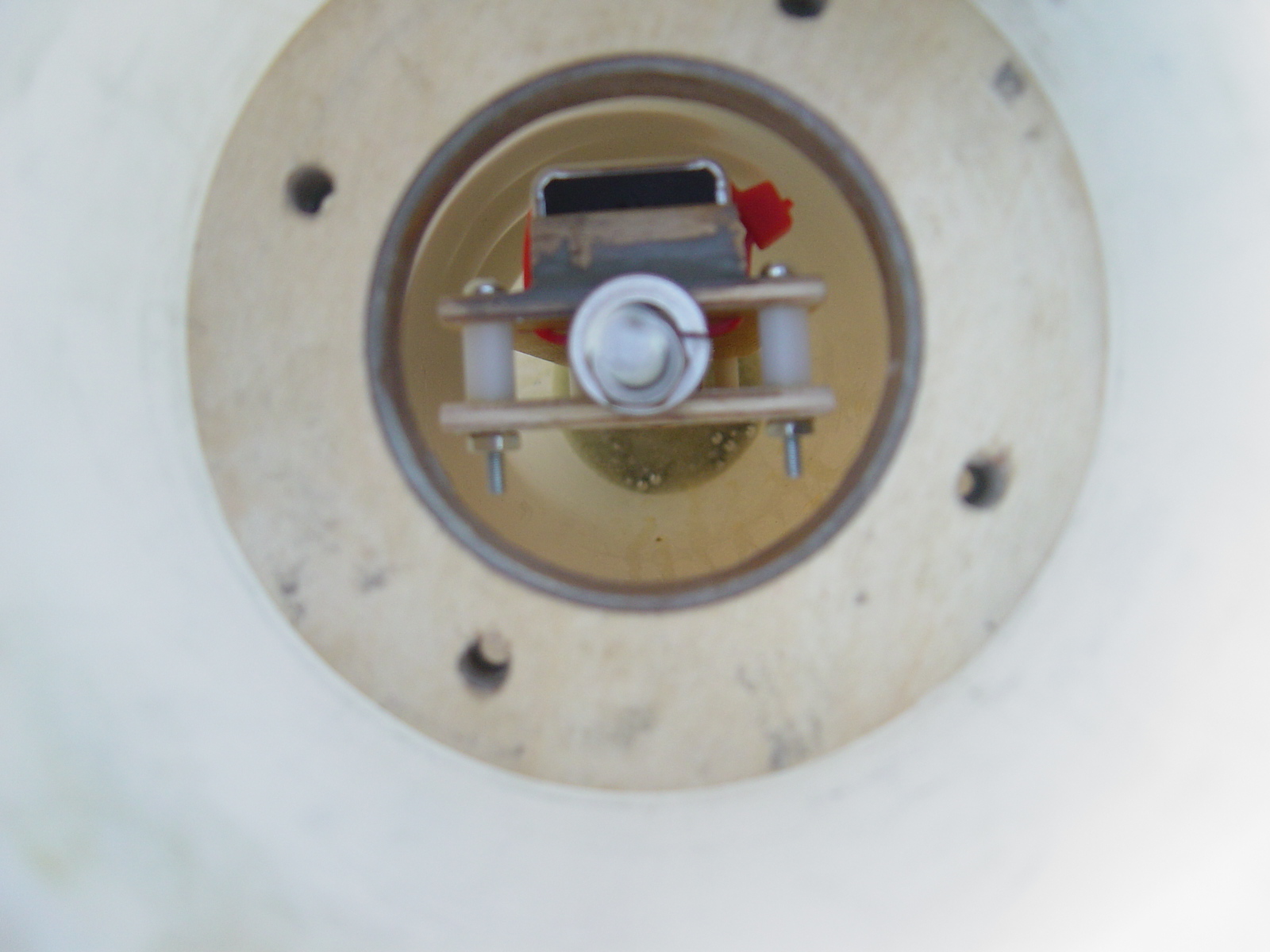
The AV-bay parts are based on 3.9 inch outer diameter centering rings. The inner diameter of the AV bay opening is made from a 54 mm motor tube.
I needed to reduce the OD of the centering rings slightly to fit them in the nose cone, and the same for the bulkplates. Everything here is held together with two sided carpet tape. Here is my custom lathe:

AV Bay Continued
2013-08-25
The 1/4-20 all thread is anchored in the nose with a Quest C6-5, epoxy and about 1.5 lbs of BBs for proper CG adjustment.

Ready to glue the wood rings in the nose too.
Voila:

The wood bulkhead was placed in the NC behind the NC shoulder lip, by squishing the NC to allow the bulkhead to slide through. I then epoxied the bulkhead in place from the backside.

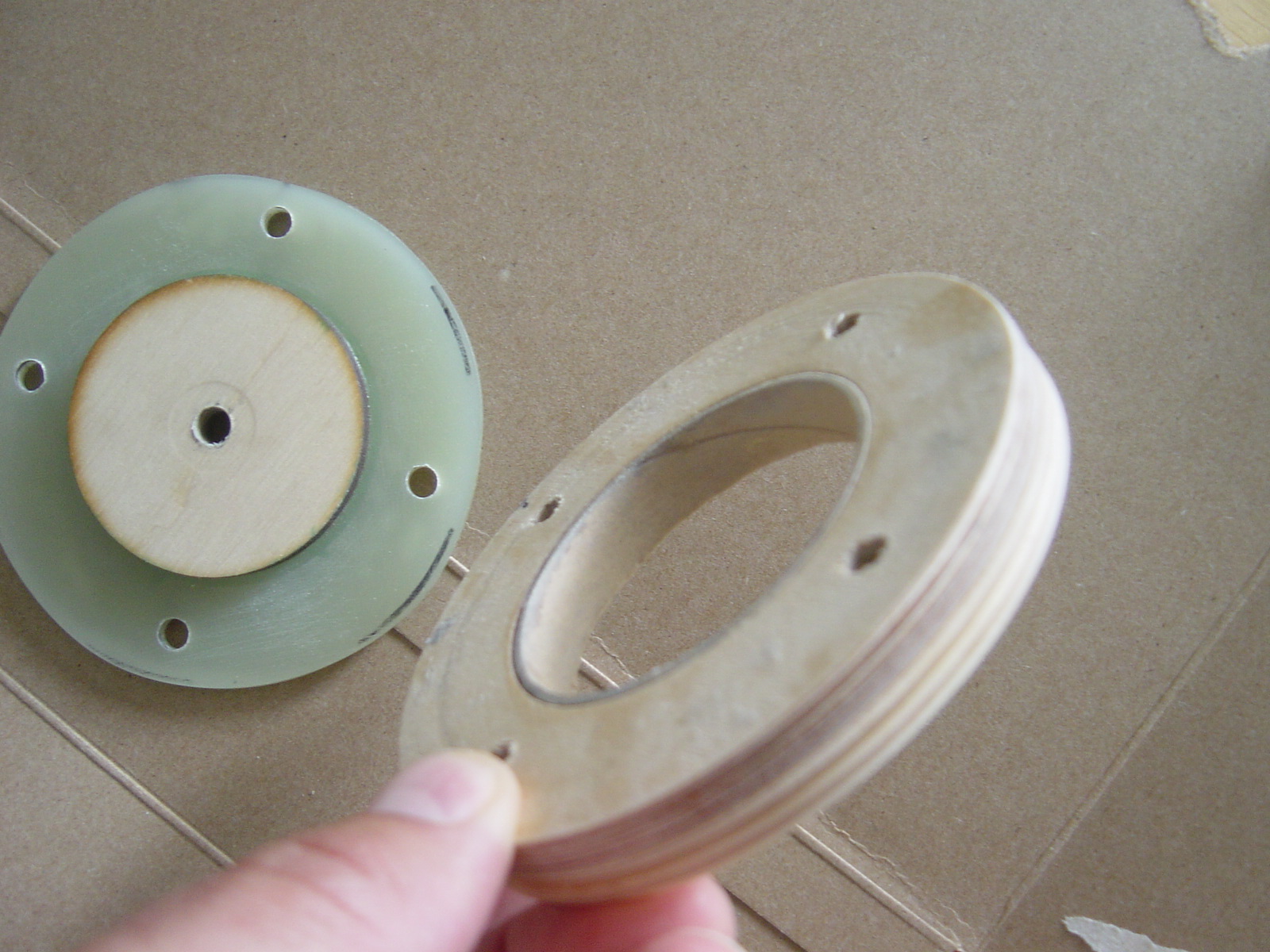
AV Bay Sled
2013-08-31
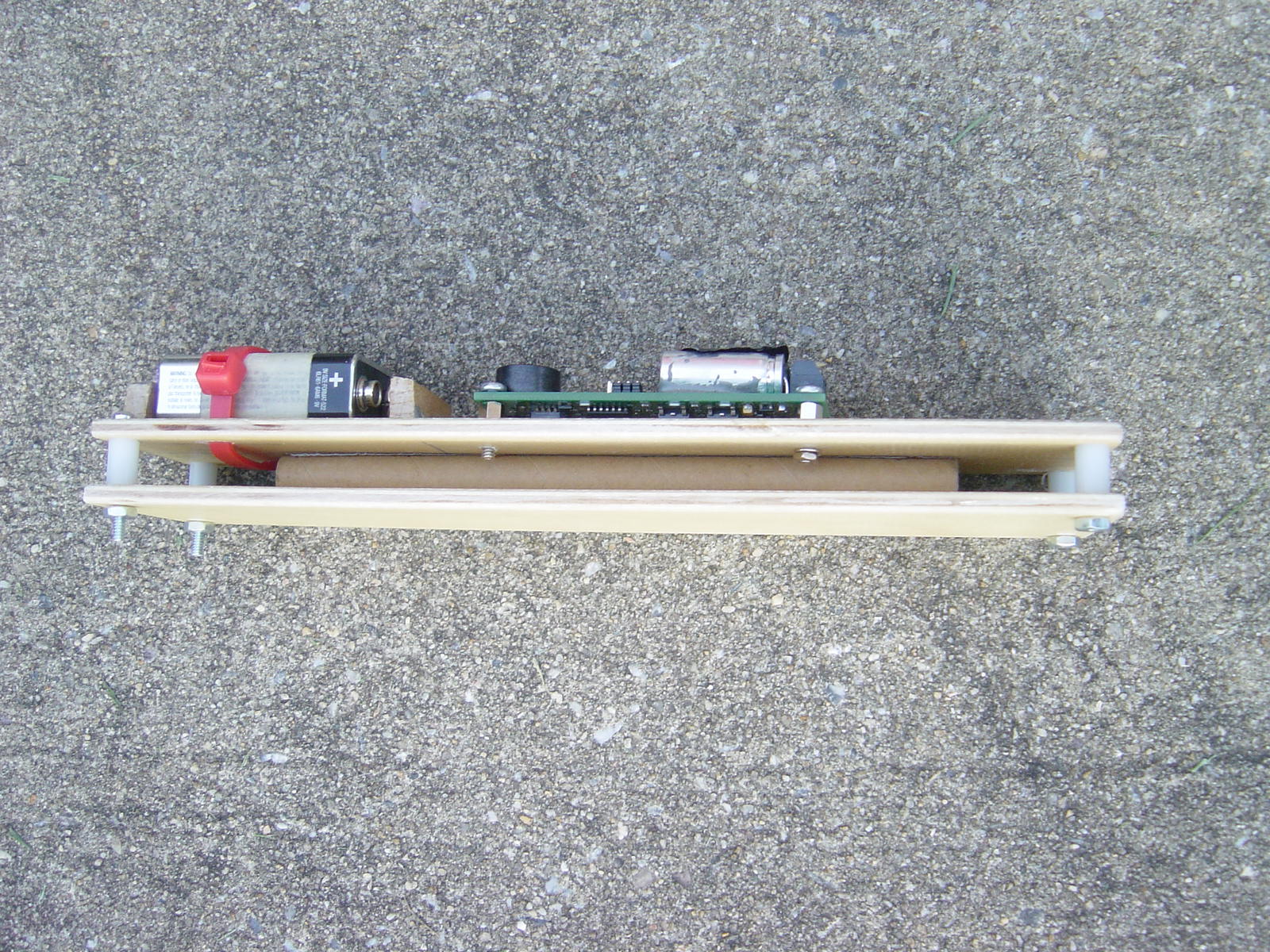
Some Pics of the AV bay sled:
-
-
-

Four # 10 screws go in the holes shown. I have the receiving nuts epoxied to the back side of the screw holes on the wood bulkhead.
Next step is to configure a cable cutter/tether, for dual deploy.
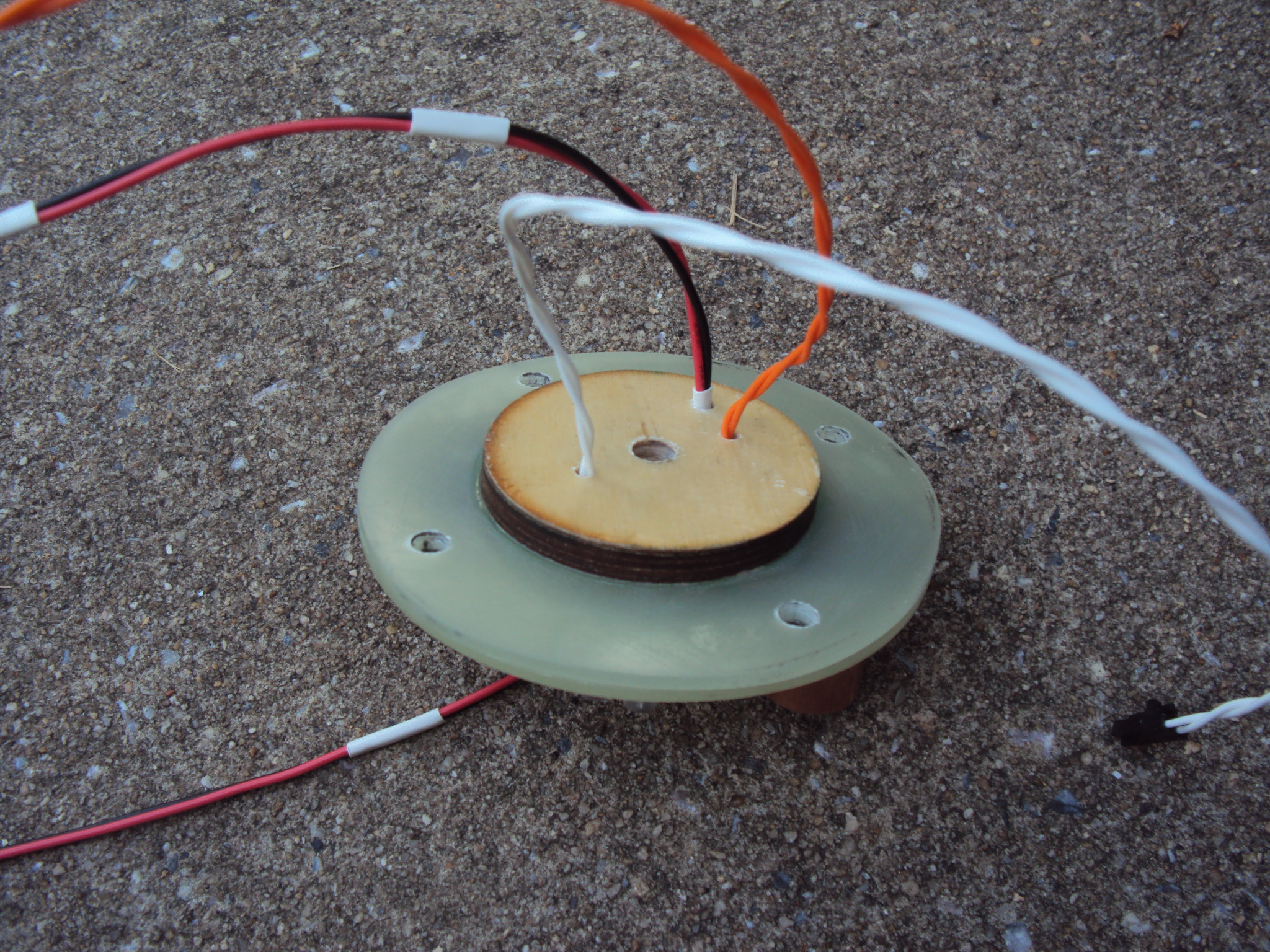
Inside of bulkplate
2013-09-02
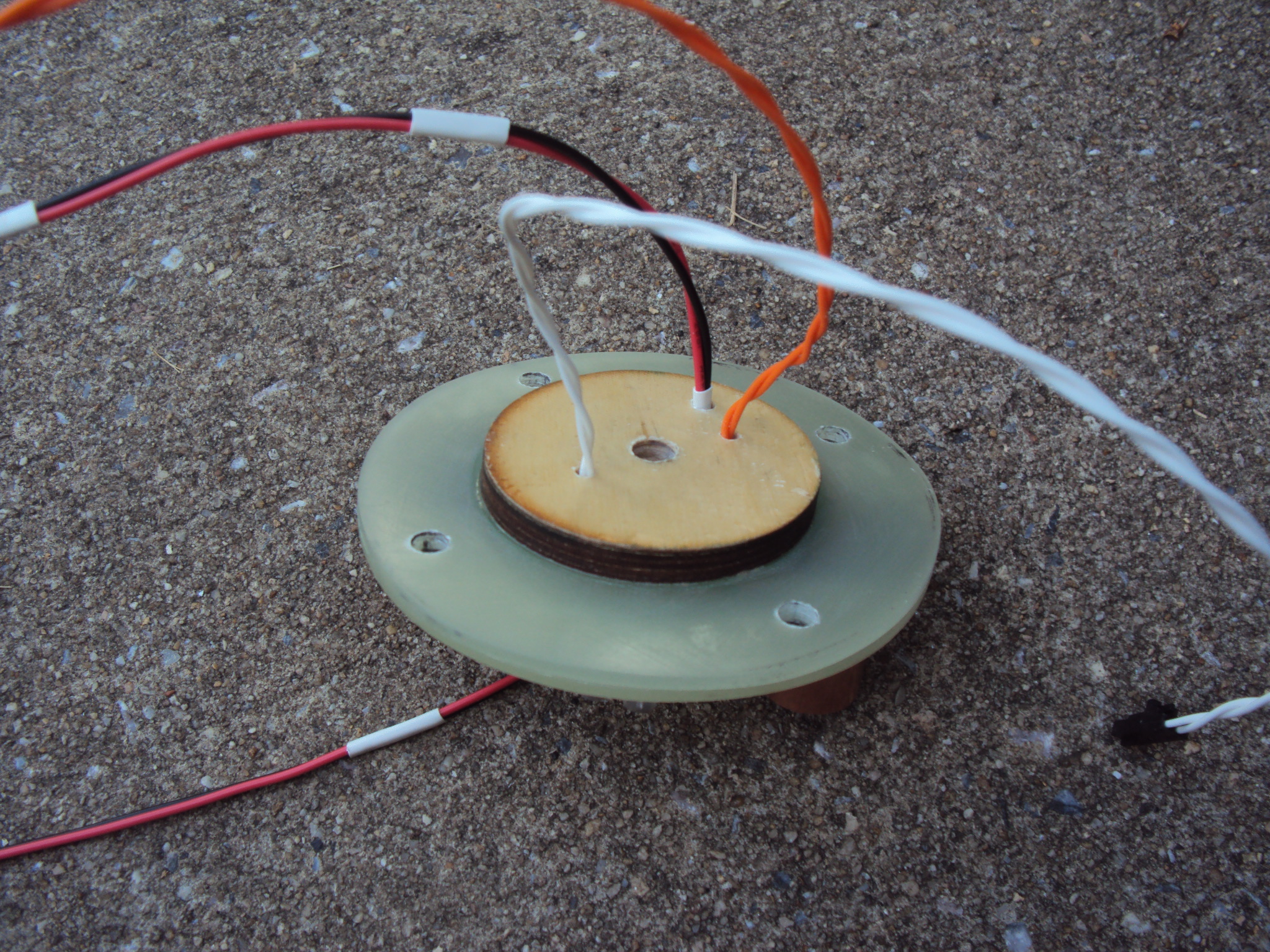 Added red and black wires to connect to cable cutter. Orange and white wires are for connecting redundant drogue charges.
Added red and black wires to connect to cable cutter. Orange and white wires are for connecting redundant drogue charges.
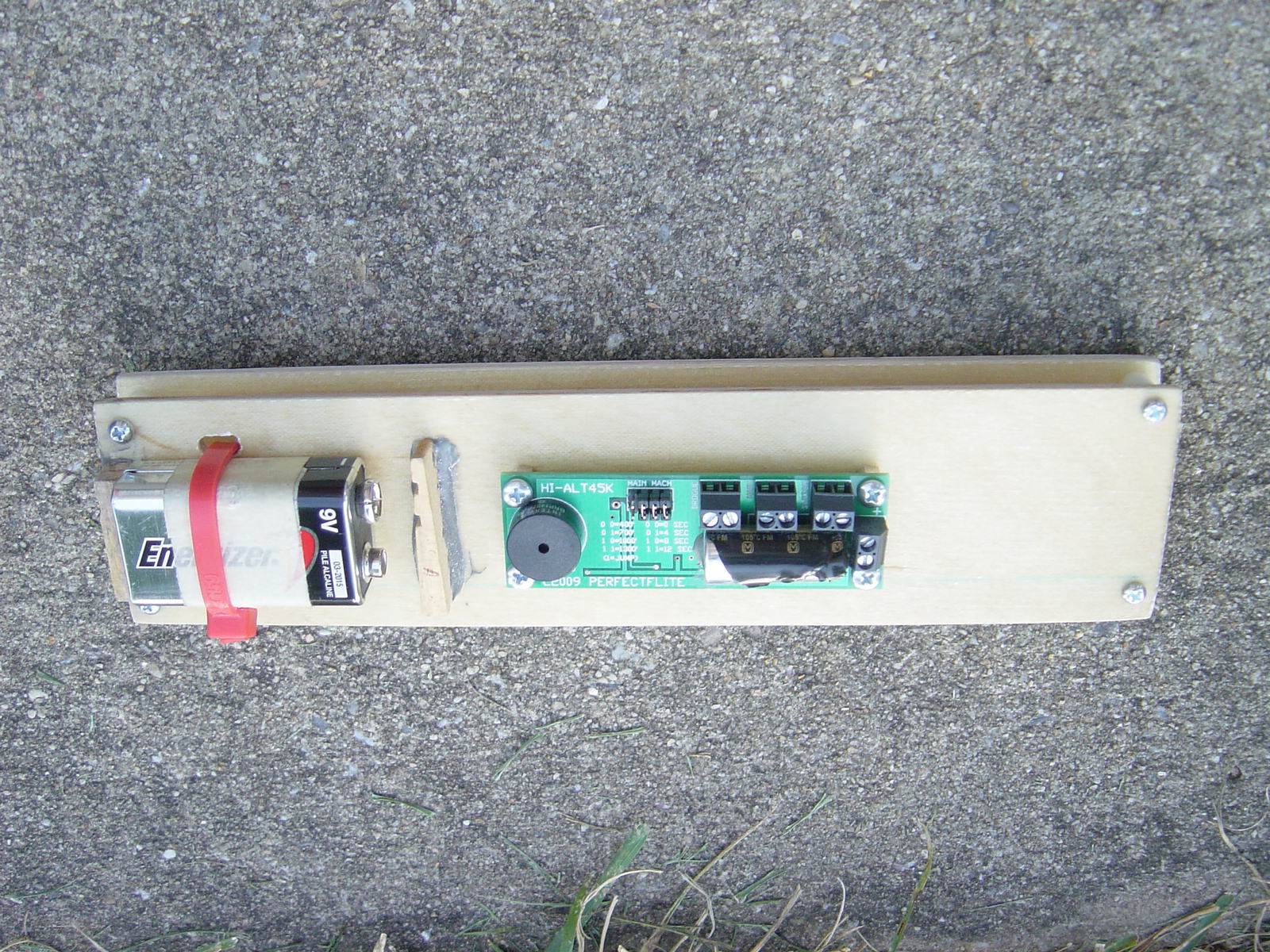
Switch
2013-09-02
Added magnetic switch. Swapped out altimeter for SL100.
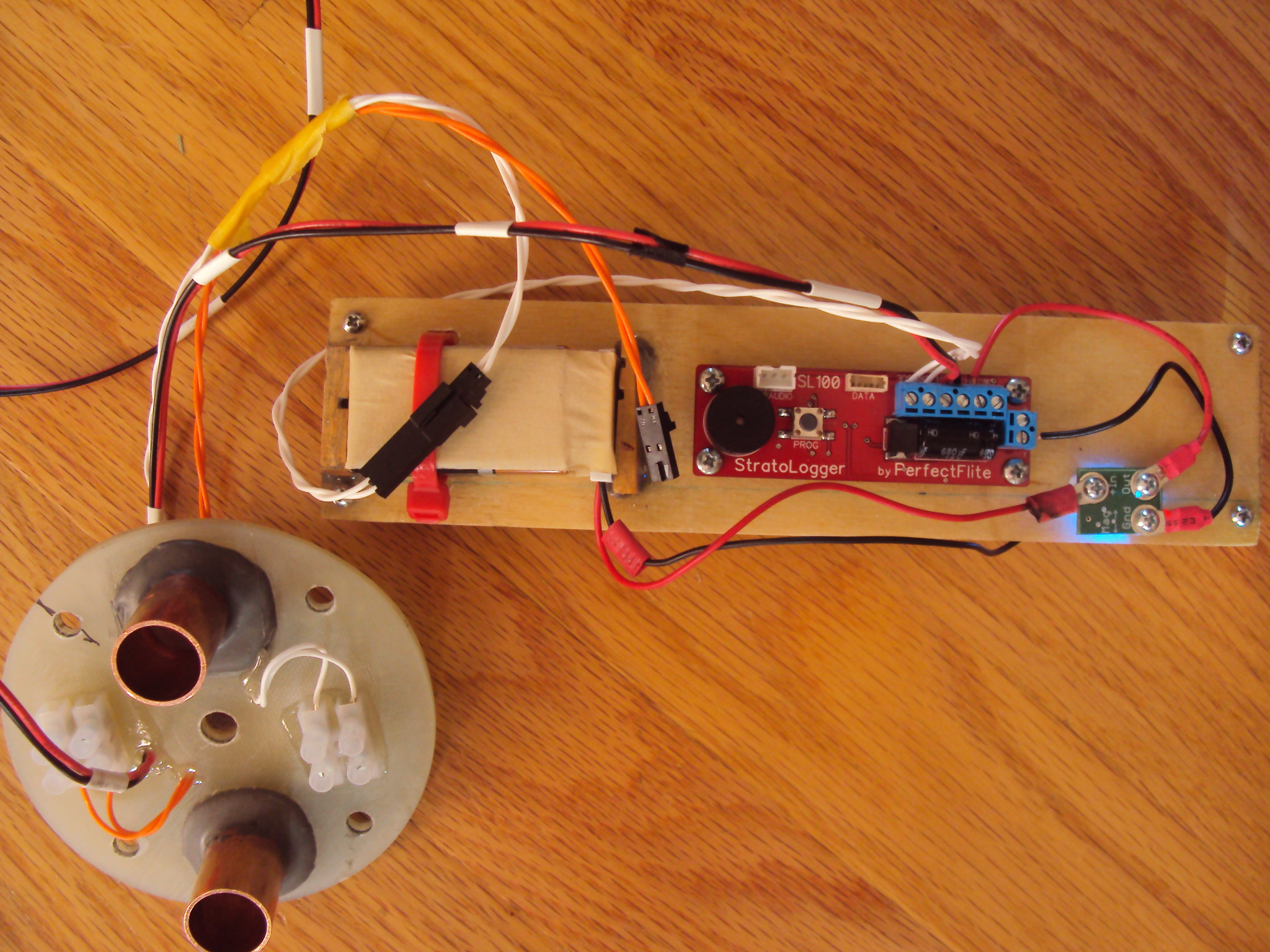
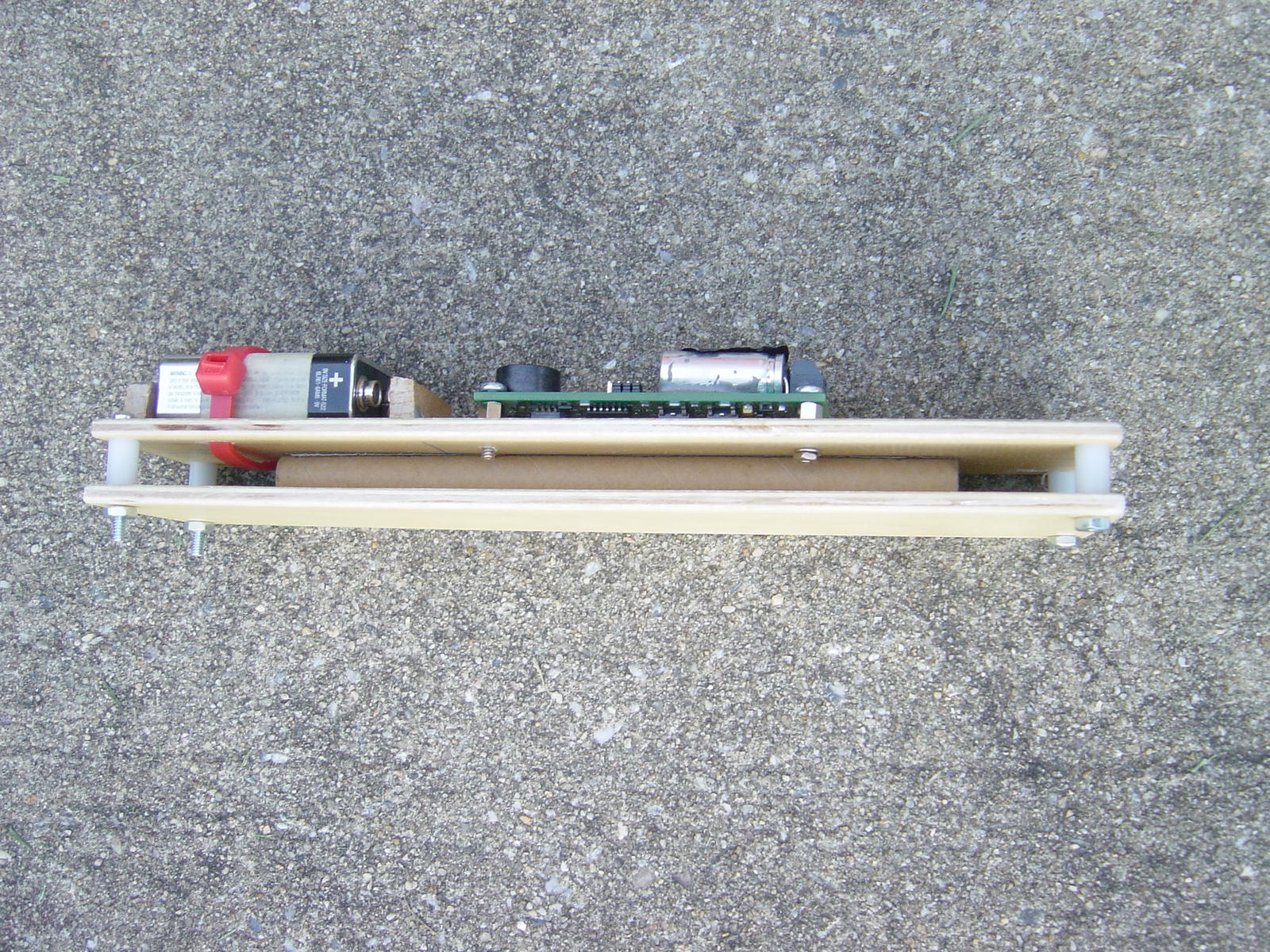
Closed up ready to go
2013-09-02
Everything connected:

Ready to go
2013-09-02
Need to sand some, and fill some to blend the T-T layer, but other than that I'm waiting for a suitable launch... probably November at MDRA's larger field.

54 MM adapter. Probably will do a test flght on an I229 Blue Thunder.

Test Flight on H268 Redline
2013-11-16
Launched on an Aerotech H268R due to the low clouds. Everything seemed to work ok, except I couldn't actually see the deployment in the fog. Altitude was 940 feet. Weighed in at 7.8 lbs. Maybe a K launch next month.



Launch on a K458 W
2017-12-19
I finally launched this rocket on a K motor - an Aerotech K458W, at the December 2017 MDRA Launch. Pad weight was 13.6 lbs. Altitude was around 9200 feet. GPS actually showed about 10,400, which is off a bit, I think.




J500T Launch
2019-07-25
Here is a launch pic on a J500T at a recent URRG launch in Potter, NY.
.JPG)
.JPG)
Sponsored Ads












 |
 |